雷蒙磨粉机是常用的磨粉设备之一。 当然,它在机械工业中引起极大关注,但是这些大型机器通常存在使用大或小的问题。 今天主要跟大家讲一下关于雷蒙机过度发热的问题及一些解决办法。
磨粉机磨室之所以温度过高主要有两个原因:首先一般设备在长时间运转不停歇时会出现这种发热情况;其次随着粉磨机使用时间越来越长,其设备的密封性也不断下降,这样就会造成润滑油脂泄露,随之引起轴承的温度升高,设备的正常运转也会出现障碍。这个时候就采取一定的措施来处理这种情况。

当雷蒙磨粉机出现这种情况时,及时处理:
1.有必要检查每个润滑点的工作是否正常。 常见的润滑点主要包括磨辊和轴承,轴承是容易发生热量的地方。
2.及时加油这些润滑点,以确保其正常运行,同时减少磨损,延长机器的使用寿命。
3.还应该及时检查磨粉机磨室的通风情况,不断根据机器的实际运行情况调整磨室的通风情况,打开磨室的通风口,使内外气流能够相互的流通发生对流,这样可以降低磨室温度,避免出现过度发热情况。
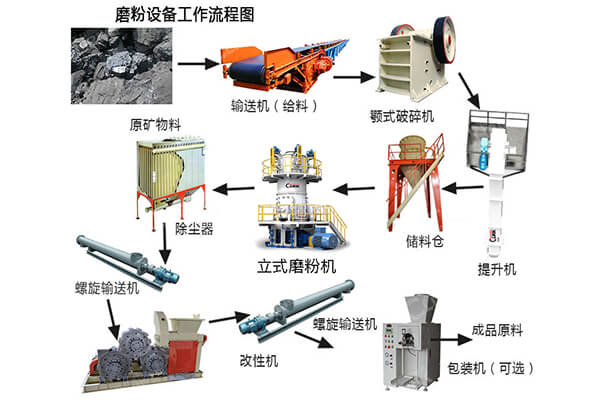
雷蒙机在运转过程中出现发热情况并不奇怪,所以大家也不要过于担心,而且只要在平时保养得当,发热程度就会相对低一点。雷蒙磨调试一般由雷蒙磨生产厂家负责派人安装试机,安装对于未使用雷蒙磨的人来说不在话下,但是如果调试到理想效果,对于从未使用过雷蒙磨的人会有些茫然!雷蒙磨属于通用的磨粉机,结构简单,原理易懂,操作和使用易会。下面简单介绍一下雷蒙磨调试的过程。
雷蒙磨调试应该先了解开机顺序和关机顺序。开机顺序是首先分级机,其次风机,然后开主机。关机顺序相反。调试过程:在机器正常运转,无反转现象,达到额定转速之后,加入物料,切记加料要均匀,不能忽多忽少,仔细倾听磨机的声音,假如磨机主机声音较大,说明空转,物料加入太少,应多加入物料,假如磨机声音小,此时观察主机电流表,如果电流过大,说明加入物料太多,应停止加料,并且减少加料的频率。
所谓的零压力表面(或零界面),其是由系统中的气体流动压力为零(表压)的点形成的压力界面。 回路气流系统中有两个零面,一个在鼓风机中,气流从负压变为正压,鼓风机的风压基本恒定。 另一个零接口在磨机中,气流从正压变为负压。
零压力表面进一步分为全压零压力表面和静压零压力表面。 所谓的全压零压力表面是由总压力等于零的点组成的表面; 由静压等于零的点组成的表面称为静压零压力表面。
在环路系统中,在全压零压力表面和静压零压力表面之间存在必要的间隔,并且该间隔中的阻力等于全压力零压力表面和静压零压力之间的压力差。 表面。 使用全压零压力表面的概念是为了计算的目的,并且使用静压零压力表面的概念是为了便于调查吹粉(缠绕)或泄漏(人)风的情况。 为了控制操作。

然而,在计算移动零压力表面时,应用全压力和全压力零压力表面的概念。 全压零压力表面和静压零压力表面始终成对出现。 如果移动零压力表面,则将跟随另一个零压力表面。 残余空气管道的阻力决定了全压力零压力表面的位置。 当残余空气管道阻力不大时,零压力表面在操作期间低于进给口,并且零压力表面不需要正常移动。 在生产过程中,受控残余风道(回火残余风道闸门)的流量应使悬架辊和磨环(钢圈)的全压零压力表面保持恒定; 当表3-4中控制残余空气管道的风量时,当数量有限时,电阻不大于表3-1中列出的值,零压力表面可能不会移动; 当残余风道采用大型集尘器时,或者因为除尘要求高,则需要整个风环。 在负压模式的情况下,全压零压力表面从雷蒙磨机移动到鼓风机出口附近,甚至移动到鼓风机中。