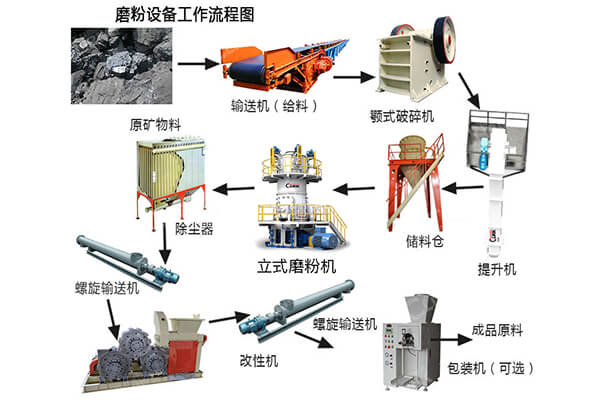
磨矿设备雷蒙磨粉机易损件较多,也在日常保养范围之内,因此,厂家制定了雷蒙磨粉机相关设备保养操作规范供用户参考。除了日常保持场地的清洁之外,电机是粉磨系统的动机部分,对雷蒙磨粉机主机启动至关重要,正确的启动操作顺序为:提升机-破碎机-分级机-风机-主机给料机;停机时同样遵循一定的先后关闭操作顺序:给料机-主机-鼓风机-分级机。磨辊属于易损件,在使用超过一定时间后要进行清洗,然后用加油工具加入适量黄油;对于损坏的磨辊要及时换,避免对雷蒙磨粉机主机造成大损伤,有的可能属于长时间使用,各部件明显松动,有的甚至出现特别刺耳的噪音,这个时候要停止生产,对磨机各部件进行检查并调整,使其达到正常运转。

一、磨粉机的基本结构
1. 基本结构。磨粉机是由三组滚子、磨环及搅拌犁组成, 附属设备由一台向磨粉腔鼓风的风机及一台向三个滚子悬轴内腔送风的小风机组成。三组滚子悬挂在旋转托架上, 旋转托架的转动带动三组滚子在磨环上滚动; 旋转托架由电机经皮带轮、伞齿轮副带动。煅后石油焦进入磨粉腔后, 不断被滚压成粉料后, 随鼓风流向集粉仓。伞齿轮箱的润滑泵压力为550~870kPa, 对伞齿轮副强制润滑。三组滚子的润滑原设计是由小风机向悬轴腔传送带润滑油滴的连续风润滑。
2. 使用特点: ( 1) 主要部件作业环境风流大、粉尘大; ( 2) 滚子和磨环是磨损元件, 应满足一定的使用周期; ( 3) 滚子工作温度在120~150℃, 润滑状态应稳定。
二、常见故障
( 1) 磨粉机电流过大。悬轴部件经常发生滚子转不动, 电流高达250~160A ( 正常180~200A) ;( 2) 磨粉腔声音异常, 滚子在磨环上有撞击声;( 3) 润滑泵给油不畅; ( 4) 传动大皮带轮漏油严重; ( 5) 滚子和磨环不正常的磨损。滚子表面易磨成凹型面, 有时发现有高低不平的条纹出现, 磨环也出现凹型磨面; ( 6) 连接滚子组件的风管磨穿; ( 7) 搅拌犁易磨损。
三、原因分析
1. 悬轴部件。经解体发现悬轴的滑动轴承抱死, 悬轴腔内有大量的油泥。原因是出风口间隙过大, 悬轴内腔的气压小于磨粉腔的气压, 使粉尘进入悬轴腔内。
2. 磨粉腔。经停机打开磨粉腔, 用手动盘车发现有的滚子时转时而不转、滚子及磨环有崩块。分析是滚子轴承润滑不良造成。
3. 润滑泵。润滑泵压力小于550kPa ( 正常压力为550~890kPa) , 说明: ( 1) 伞齿轮箱有泄漏;( 2) 单向阀有反流; ( 3) 润滑泵本身阀芯磨损过大。如果压力高于890kPa, 说明: ( 1) 油位观察和释放油标孔堵塞; ( 2) 压力单向阀不能通油,可能完全堵塞或阀芯卡死; ( 3) 润滑泵阀芯堵塞,影响正常送油。
4. 滚子和磨环的磨损。磨损原因主要在于滚子的材质不佳。
5. 悬轴油腔连接风管磨穿。其原因主要是磨粉腔里粉料的不断冲刷引起。
6. 搅拌犁磨损。搅拌犁被粉尘冲刷磨小是搅拌犁面变形的主要原因。

四、改进措施
1. 悬轴部件的改进
( 1) 对摆套和轮毂重新设计制作 ,摆套和轮毂的接触处在形成出风口的轴向加长, 同时减少出风口间隙, 在接近出风口的轮毂轴缠绕一周用橡胶板制作的密封环;
( 2) 对悬轴送风管加保护胶皮, 防止过快磨穿风管;
( 3) 对滑动轴承铜套油槽重新设计, 由原来的十字型改为螺旋型油槽;
( 4) 为避免滚子悬轴的轴承得不到及时润滑,重新修订润滑制度, 由原每半月停车手动向三个悬轴加油改为两天一次。
2. 改变滚子润滑周期
原来从加油孔人工加油的周期是每周一次, 改变为每两天加油一次。
3. 润滑泵的维护改进
通过日常检查及专门点检, 发现油泵压力不在规定范围时, 清洗润滑油箱并换润滑油, 对润滑泵解体清洗。