对于超细磨粉机这种设备来说,在当前智能化比较流行的市场环境下,该机也融入了智能化的概念,这种概念的融入,使得该机的生产加的便利,也大大的减少了其工作中的故障,这里我们是来分析一下,该机是如何通过智能化来降低其工作中的震动现象的?首先我们来介绍一下,震动现象的危害,如果超细磨粉机在工作的时候,出现了震动的现象,那么会引起其内部零件的震动,使得其出现松动的现象,这一情况会使得该机的生产不能顺利的额进行,同时还会影响到设备的寿命,鉴于这些情况来说,必须及时的处理其震动的现象。

在了解了超细磨粉机震动的危害以后,下面我们来介绍一下其震动造成的原因,一般是由于入料或者是基础问题造成的,如果是基础问题的话,需要对基础进行重新的处理,而如果是入料问题的话,需要调整入料的情况。那么超细磨粉机的智能化在震动减少的过程中,发挥着怎样的作用呢?这涉及到入料以及其他操作,一般来说,人工入料存在一些误差,这些误差容易造成设备生产条件不合理而引起震动的现象,一般来说,智能化的流程,可以实现自动入料,这可以减少入料造成的震动,另外,智能化的操作还体现在自动的润滑等方面,这些方面的自动实现,也可以大大的降低人工操作引起的超细磨粉机的故障,减少维修的费用,提高设备的工作效率。
文章主要介绍的是超细磨粉机如何通过智能化减少其震动的现象,对于这一问题的分析,上文进行的比较详细,先是介绍了震动的危害,然后分析了震动引起的原因,以及智能化对于震动减少的过程,在当前的市场环境下,智能化已经成为一个必要的趋势,只有融入了这一概念的设备,才能得到好的发展。

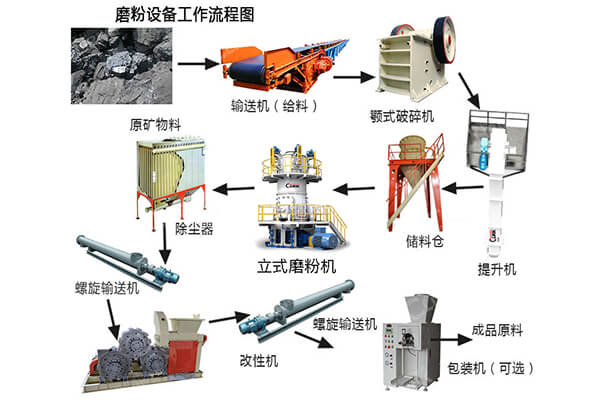
绿色生产,保护环境,减少大气污染,走可持续发展道理。生产线为了降低粉尘密度通常需要配备收尘设备,收尘设备可根据现场工艺的实际情况灵活设计在线或离线的高效率均匀清灰系统。袋式除尘器的清灰有机械摇振式、脉冲喷吹式等,根据不同的使用环境和工艺设计,采取的清灰方式也不一样。从控制方式上分为在线清灰和离线清灰,从启动上分为定时和定阻。
A、在线方式
在线清灰没有离线清灰的效果好,它的方式是在不阻断气流的情况下进行清灰,设计比较简单,无需加提升阀。由清灰控制器发出控制信号,依次触发各个脉冲阀。
B、离线方式
离线清灰要求除尘器设计为多室组合的形式,实现逐室清灰,当某过滤室需要清灰时,首先要控制挡板使这个气室不再进行烟气过滤,即过滤室与主气流隔离开来,过滤室被隔离是通过设置在出气口的提升阀来实现的。气流阻断后,给该室的脉冲阀发送脉冲工作信号(0.15s),对该室的布袋进行清灰。
C、定时清灰
当除尘器工作一段时间后,滤袋外侧的灰层厚度增加,其阻力亦增大,此时应对滤袋进行清灰。清灰控制器会定时对除尘器进行一轮自动清灰,无需人工参与。每个袋室清灰所用的时间及每两个袋室清灰的间隔时间相等。清灰周期现场可调。
D、定阻方式
在除尘器的进出风口处安装一个压差变送器或压差计,用于检测进口和出口的压差,只有当压差(除尘器内的阻力)达到某一设定值时,控制系统才发出清灰指令,一旦除尘器开始清灰,仍然逐室进行清灰,其清灰方式和定时的相同。定阻又称压差控制方式。